Une aciérie est une usine servant à produire de l'acier en grandes quantités, sous la forme de produits semi-finis. On distingue généralement deux types d'aciéries : les aciéries électriques qui produisent de l'acier à partir de ferrailles recyclées, et les aciéries à oxygène qui travaillent à partir de fonte liquide produite par un haut fourneau.

Historique
Lexicologie : de la forge à l'aciérie
De même que l'histoire de la production de l'acier commence avant celle de l'industrie sidérurgique, le terme « aciérie » a précédé les procédés de la Deuxième révolution industrielle. Il a ainsi pu être utilisé pour désigner les usines produisant un acier naturel ou au creuset. Mais l'acier fondu obtenu au convertisseur se devait d'être distingué des fers obtenus par martelage (notamment les fers puddlés), et la terminologie a alors réservé le terme « aciérie » aux usines modernes fondées sur les procédés Bessemer, Thomas et Martin-Siemens.
Étant donné que tous les procédés d'affinage antérieurs aux convertisseurs faisaient appel à des martelages ou des manutentions répétées de lopins de métal, les usines qui les exploitaient sont qualifiées de « forges ». Au XVIIIe siècle, les forges sont donc des usines où le martelage sert autant à l'affinage du métal qu'à sa mise en forme. Au moment de la disparition de ces procédés d'affinage par martelage, le terme « forge » subi un glissement sémantique : il ne désigne plus que la mise en forme de l'acier issu des aciéries.
Le terme « aciérie » reste maintenant directement corrélé à l'affinage du métal en fusion. Ainsi, les usines fondant les ferrailles au four à arc électrique sont également des aciéries.
Histoire
Les dernières décennies ont vu les outils croître en taille, pour diminuer l'impact économique des pertes thermiques, de la consommation de matériaux réfractaires et du coût de la main d'œuvre. Depuis la généralisation des convertisseurs à l'oxygène et de la coulée continue à la fin des années 1970, les progrès se concentrent essentiellement sur la maîtrise des coûts (non qualité, non fiabilité, mise au mille, consommation d'additifs d'alliage...) et l'amélioration de la flexibilité (adaptation au prix des ferrailles, de l'énergie, production de nouveaux alliages...)
Outils
Dans le cas d'une élaboration de l'acier à partir de fonte liquide, on a généralement les outils :
- La désulfuration (Enlever le soufre de la fonte issue des hauts fourneaux)
- Les poches à fonte (Enfournement dans le convertisseur)
- Les augets (Enfournement des ferrailles dans le convertisseur)
- Les convertisseurs à oxygène (transformation de la fonte en acier)
- Les poches acier (le contenant de l'acier pour la métallurgie en poche et la coulée en coulée continue)
- Les basculeurs de poche (maintenance des poches)
- La métallurgie en poche (mise à nuance affinage de l'acier)
- La coulée continue (solidification du métal par refroidissement à eau)
- Les ponts roulants sidérurgiques (ru) (indispensables pour le transport des poches).
Si l'acier est obtenu avec des ferrailles recyclées, les outils de désulfuration et décarburation sont remplacés par un four de fusion électrique qui versera l'acier liquide dans les poches acier.
Pour les alliages incompatibles avec la solidification par coulée continue, on pratique la coulée en lingots.
Réception matières
Les principaux produits utilisés par une aciérie sont :
- la fonte et l'oxygène, s'il s'agit d'une aciérie à l'oxygène
- les ferrailles
- la chaux
- les éléments d'alliages (essentiellement ferroalliages)
- les matériaux réfractaires.
Conversion de la fonte en acier (aciérie à l'oxygène uniquement)
Prétraitement de la fonte
On y trouve généralement :
- atelier de désulfuration. En injectant du carbure de calcium, du magnésium et/ou de la soude, le soufre va former des oxydes qui vont flotter vers le laitier de la fonte. Ce laitier sera alors enlevé à l'aide d'un racloir ;
- la station de mélange. En mélangeant des coulées de fontes, il est possible d'optimiser la température ou la composition de la fonte utilisée au convertisseur.
La désulfuration est parfois considérée comme un atelier dépendant des hauts fourneaux. En effet, la réaction chimique étant plus efficace à basse température, elle est réalisée sur la fonte liquide, moins chaude que l'acier liquide. Cependant, il est fréquent de réaliser une désulfuration complémentaire dans l'atelier de métallurgie en poche.
Convertisseur
Le rôle essentiel du convertisseur est de brûler le carbone de la fonte pour arriver à un acier liquide. Mais une série de réactions chimiques se déroulent successivement dans ce réacteur :
- combustion du silicium dissous dans la fonte. Cette combustion est la première réaction chimique qui se produit dans un convertisseur. Cette combustion produit un grand panache jaune caractéristique ;
- combustion du carbone dissous dans la fonte. Cette combustion arrive après celle du silicium. Elle dure plus longtemps (20 minutes contre 5 pour le silicium) ;
- élimination du phosphore venant du minerai. Comme le soufre, cet autre élément fragilisant, on procède par réaction avec de la chaux dans le convertisseur, pour former du P2O5 qui, en allant dans le laitier, sera éliminé par séparation d'avec le fer liquide. Cette réaction de déphosphoration vient à la fin du soufflage et doit être maîtrisée car, si elle est nécessaire à l'affinage de la fonte, elle se déroule en même temps que la combustion du manganèse, élément d'alliage bénéfique.
Le phosphore et le manganèse sont issus du minerai de fer. L'abandon des minerais phosphoreux (comme la Minette lorraine) a diminué l'importance de la déphosphoration sans la faire disparaitre. Le manganèse est apprécié comme élément d'alliage (sa présence explique la qualité de certains aciers historiques) : sa combustion doit être évitée.

Les réactions de combustion dans un convertisseur sont des combustions très exothermiques. Historiquement, l'oxygène venait de l'air soufflé à la base des convertisseurs de Bessemer et de Thomas. Mais le grand volume d'azote qui était également soufflé refroidissait l'acier tout en dégradant ses propriétés mécaniques.
Pour éviter l'apport d'azote, les convertisseurs à l'oxygène pur ont été développés dans les années 1970. Le très fort dégagement de chaleur dût à la combustion avec de l'oxygène pur impose l'ajout de ferrailles comme élément refroidissant. Le bas coût des ferrailles, qui peuvent représenter un quart de la charge du convertisseur, permet en outre de diminuer le prix final de l'acier élaboré. Cette innovation a fait disparaître les fours à réverbère inventés par Carl Wilhelm Siemens et Pierre-Émile Martin.
Four électrique (aciérie électrique)


Apparue dans les années 1960, la production d'acier exclusivement à partir de ferrailles de récupération fondues dans un four électrique a été posée comme un modèle technico-économique par Nucor aux États-Unis. Elle est une alternative à la filière fonte (haut fourneau - convertisseur) dans laquelle l'acier est produit à partir de minerai de fer.
Les ferrailles sont chargées dans un four avec de la chaux puis fondues à l'aide d'un très puissant arc électrique formé entre trois électrodes en graphite. La température au sein de l'arc atteint plusieurs milliers de degrés, de manière à atteindre la fusion du fer. Pour homogénéiser le mélange et accélérer la fusion, des sources d'énergie d'appoint sont utilisées, comme des brûleurs intégrés dans les parois du four ou des lances à oxygène. Pendant cette première étape, on procède à ce qu'on appelle la métallurgie primaire, c'est-à-dire qu'on se débarrasse des éléments indésirables contenus dans les ferrailles, et qu'on procède à un premier ajustement de la teneur du bain en carbone et autres éléments souhaités. Ainsi, sous l'action de l'oxygène, les différentes impuretés présentes dans le bain forment des oxydes puis se lient avec la chaux qui avait été introduite dans le four. Ces composés, plus légers que l'acier, surnagent au-dessus du bain et forment ce qu'on appelle le laitier. Une fois la totalité des ferrailles fondues, l'acier liquide est transféré dans une poche, dans laquelle ses propriétés (température, composition) seront ajustées avant la coulée. Ces étapes et celles ultérieures sont en fait tout à fait similaires pour la filière fonte et la filière électrique.
La matière première des aciéries électriques est constituée de ferrailles de récupération de diverses origines : chutes des industries de transformation (notamment industrie automobile), copeaux de fraisage, biens de consommation usagés (appareils électroménagers, voitures mises à la casse), acier de construction provenant de la démolition de bâtiments, cendres métalliques de centrales d'incinération, triées à l'aimant.
Le principal avantage de l'aciérie électrique est de contribuer à la décarbonation de l'industrie lorsque l'électricité est produite de façon décarbonée. Cette filière n'a pas besoin de haut fourneau et de l'énorme mobilisation de capital qu'il réclame régulièrement (une réfection des réfractaires tous les 15 ans, coûtant plus de 100 millions d'euros et durant 3 mois). De plus un four électrique est beaucoup plus flexible et robuste qu'un haut fourneau.
La qualité des ferrailles utilisées est déterminante pour la qualité de l'acier fabriqué. En effet, les diverses impuretés qu'elles contiennent sont susceptibles de modifier les caractéristiques des produits finaux. On surveille particulièrement la teneur en cuivre, en nickel, en chrome et en vanadium, dans la mesure où ces éléments s'oxydent moins facilement que le fer et ne peuvent donc pas être brûlés dans le four par les lances à oxygène. Cette contrainte limite généralement la filière électrique à la fabrication de produits longs et aux commodités. Dans les parcs à ferraille, il faut également ouvrir l'œil à la recherche des récipients creux (risque d'explosion), de béton (risque de casse des électrodes), d'huiles, de graisses et de zinc (risque de pollution), et vérifier que les charges préparées ne sont pas trop humides (risque d'explosion là encore).
Site de Brescia, en Italie
Dans les années 1960, apparait dans la province de Brescia, au nord de l'Italie, un nouveau type d'aciérie compacte combinant la fusion de ferrailles au four électrique avec les coulées continues de billettes. La production consiste en des produits longs de petites section en nuances courantes (ronds à béton, fers marchands, fils,…). Le four électrique y est amené à de hautes performances et la coulée continue est une machine entièrement courbe, modulaire, dépouillée au maximum, coulant à grande vitesse, avec une production visée de 25 000 t par ligne et par an[1].
Métallurgie en poche
La métallurgie de l'acier liquide est apparue quand on a su éliminer le phosphore présent dans le minerai de fer, par le soufflage de l'acier en présence de chaux dans les convertisseurs Thomas.
La métallurgie en poche, ou métallurgie secondaire (de), est apparue lorsque les alliages à élaborer devenaient trop complexes pour être effectués dans un seul réacteur, le convertisseur. On finalise l'élaboration de l'acier liquide après qu'il a été coulé du convertisseur (ou du four électrique) dans la poche. L'objectif est alors de :
- chasser les derniers éléments chimiques issus de la fonte (carbone, phosphore et soufre) ;
- consommer les gaz dissous dans l'acier liquide (oxygène du convertisseur, hydrogène des ferrailles, azote) ;
- éliminer les inclusions d'oxydes flottant dans le métal ;
- atteindre, au meilleur coût, la composition chimique visée ;
- atteindre la température de coulée demandée par l'outil aval, la coulée.
Traitement du laitier
On a vu que le laitier peut ôter le soufre de la fonte. Au convertisseur, un laitier riche en chaux permet également d'ôter le phosphore. Dans ces cas, le laitier est isolé de la surface du bain une fois la réaction chimique métal liquide - laitier finie.
Le laitier peut aussi absorber les inclusions d'oxydes dissoutes dans le métal, généralement issues du calmage. Pour cela, il est essentiel de maîtriser sa composition, de manière à le rendre réactif. Une haute teneur en chaux, par exemple, rend le laitier basique ce qui est favorable vis-à-vis des inclusions d'alumine. Cependant, ce laitier doit aussi ménager les briques réfractaires… le réglage des laitiers est donc un compromis.
Certains oxydes du laitier, comme le FeO, peuvent oxyder les additions d'alliage comme le titane, l'aluminium, le bore... Dans ce cas, ces éléments d'alliages sont consommés, donc gaspillés, avant d'atteindre le métal liquide. Une quantité de laitier trop importante, ou une oxydation du laitier mal maîtrisée est donc dans ce cas rédhibitoire.
Les outils liés au traitement du laitier consistent généralement en un "râteau" pour "écrémer" le laitier flottant sur l'acier liquide. Des trémies permettent l'addition des produits destinés à constituer ou amender le laitier.
Station de brassage et de mise à nuance
La mise à nuance (ajout des éléments d'alliage) peut se faire au convertisseur, une fois le cycle de décarburation achevé. Étant donné la diversité des nuances d'acier à produire et les contraintes liées à la dissolution des éléments d'alliages, cette pratique tend à disparaître. Généralement, la mise à nuance de l'acier liquide se fait avec des outils spécifiques, en plusieurs étapes:
- Ajout des éléments d'alliages chimiquement "robustes". Typiquement, on peut ajouter du ferromanganèse carburé (une fonte de manganèse), qui va se décarburer partiellement au contact de l'oxygène dissout dans l'acier liquide. Le manganèse est généralement le premier élément d'alliage en termes de quantité: son ajout au plus tôt est donc un moyen d'assurer aussi sa dissolution.
- Calmage. Il s'agit de l'ajout d'éléments ayant une forte affinité avec l'oxygène dissout dans le bain, typiquement l'aluminium pour les produits plats, et le silicium (par l'ajout de ferrosilicium) pour les produits longs. Ces éléments, en débarrassant l'acier de son oxygène, vont créer des oxydes qui vont flotter vers le laitier.
- Ajout des éléments d'alliage. Une fois l'acier calmé, on peut procéder à l'ajout des additions précieuses telles que le vanadium, le niobium, le titane... L'absorption de l'oxygène lors de l'opération de calmage évite l'oxydation de ces éléments: on limite ainsi les pertes. L'addition de ces éléments peut se faire par gravité à partir de trémies: dans ce cas, les éléments d'alliages devront traverser le laitier avant d'atteindre l'acier. On doit alors bien maîtriser la composition de cette couche, ou découvrir localement le bain tout en travaillant sous une atmosphère neutre d'argon (procédé CAS). Il est également possible d'injecter directement dans le métal liquide, avec des lances immergées, ces éléments d'alliages finement concassés. Le transport des éléments d'alliages à l'intérieur de la lance se fait avec de l'argon. Une troisième possibilité consiste à injecter un long tuyau d'acier, rempli d'éléments d'alliage sous forme de poudre. Cette solution permet une excellente protection des éléments ajoutés, mais ne permet pas l'addition de grosses quantités.
L'ordre ci-dessus est généralement respecté. On doit cependant savoir que le calmage n'est réellement nécessaire que si l'acier sera solidifié à l'aide d'une coulée continue. La coulée en lingot permet la solidification d'acier non calmé, l'acier effervescent, exempt d'impuretés, car les oxydes créés par le calmage ne flottent pas tous vers le laitier. En outre, la solidification induit le dégazage de l'oxygène dissout qui, en montant vers la surface, nettoie et brasse l'acier encore liquide.
Le passage par un outil de vide est également possible. Si le rôle de cet outil est de parfaire la décarburation entamée au convertisseur, cette étape devra se faire avant le calmage. Si l'objectif est la déshydrogénation ou la dénitruration, cette étape viendra une fois la composition chimique finale atteinte.
Le brassage est fait dès que l'on ajoute les éléments d'alliage. Il peut être pneumatique: de l'argon est alors injecté avec une lance immergée, ou au travers des briques réfractaires tapissant la poche. Le brassage peut également être électromagnétique.
Le rôle du laitier ne doit jamais être négligé lors de la phase d'addition des éléments d'alliage. En effet, il peut perturber l'opération en:
- régurgitant des éléments indésirables, comme le phosphore ou le soufre : les additions et le calmage vont en effet modifier l'équilibre chimique entre l'acier liquide et le laitier.
- oxydant les éléments d'addition. Outre le coût lié à la consommation d'une partie de ces éléments, la fraction oxydée par un laitier non réduit (par exemple, riche en FeO) ne peut pas être prédite. Il devient alors difficile d'atteindre la composition chimique visée.
Outils de passage au vide
On parle parfois de dégazage, le comportement de l'acier liquide dans le vide étant alors semblable à celui d'une bouteille de boisson gazeuse ouverte brutalement. Outre l'expulsion des gaz dissous, le passage au vide favorise les équilibres chimiques liés à la désulfuration, à la décarburation... Deux outils sont généralement utilisés pour passer l'acier liquide sous vide (valeur pouvant être inférieure à 1 mbar) :
- Le Vide En Cuve : La poche est descendue dans une cuve. Un couvercle vient se mettre dessus pour fermer l'enceinte de façon étanche. Le vide est obtenu à l'aide de pompes à vide et d'éjecteurs montés en série. Étant donné la densité du métal liquide, l'effet du vide ne se manifeste qu'à la surface du bain. Il faut donc brasser le métal, à l'aide de bouchons poreux montés au fond de la poche, qui soufflent de l'argon ;
- Le RH (procédé Ruhrstahl Heraeus) : Le vide est créé dans une enceinte communiquant avec le métal liquide: le métal est alors aspiré dans cette enceinte où son exposition au vide permettra d'obtenir les réactions chimiques souhaitées. L'aspiration d'acier se fait au travers de deux plongeurs en réfractaire. Le brassage et la circulation d'acier dans l'enceinte est obtenue grâce à l'injection d'argon sur le pourtour d'un des deux plongeurs.
Ces deux installations sont parfois équipées d'une lance à oxygène destinée au réchauffage de l'acier par aluminothermie (process Oxygen Blowing).
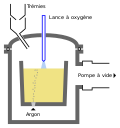 Schéma d'un Vide En Cuve.
Schéma d'un Vide En Cuve. Schéma d'un RH doté d'une lance à oxygène (RH-OB).
Schéma d'un RH doté d'une lance à oxygène (RH-OB).


Mise à température
La coulée continue demande typiquement des températures d'acier d'environ 30 °C au-dessus du liquidus de l'alliage. Les moyens de réchauffage sont, soit le four électrique à poches, soit un procédé chimique comme l'aluminothermie. Il est également possible de travailler tout le temps très chaud, pour ne refroidir à la bonne température qu'au dernier moment.
Cas des aciers inoxydables
Les aciers inoxydables présentent une forte teneur en chrome et en nickel et un pourcentage de carbone très faible (inférieur à 100 pour mille) ce qui va élever significativement la température du liquidus de l'acier liquide (au-delà de 1 700 °C). Les meilleurs équilibres chimiques métal - laitier réclament des températures encore plus élevées que les briques réfractaires ne supportent pas. On travaille donc avec des laitiers très chargés en oxydes de chrome, qui sont retraités et réutilisés.
Coulée
Coulée continue
La coulée continue est l'outil de solidification du métal. La poche acier est posée sur un pivoteur, qui possède deux bras, pour accueillir deux poches, et de ce fait couler en continu. Le métal s'écoule via le canal de coulée dans un distributeur qui va le répartir sur deux lignes de coulée. En sortie du distributeur, le métal arrive dans la lingotière qui va lui donner sa forme finale (brame, bloom, billette, …) par refroidissement à l'eau. En fin de ligne, la brame est coupée à la longueur souhaitée par oxycoupage, pour ensuite passer au laminage.
Coulée en lingot
La coulée en lingot est l'ancêtre de la coulée continue. Elle n'est pratiquement plus utilisée, si ce n'est pour des pièces unitaires (forgeage libre).
Impact environnemental
Quoique peu polluante (surtout si on la compare à la cokerie et à l'usine d'agglomération qui sont souvent associées aux aciéries de conversion), une aciérie moderne génère de fréquents panaches de « fumées rousses », des poussières d'oxydes de fer, particulièrement visibles et salissantes. Dans les années 1970, l'abandon des convertisseurs Thomas (qui génère 3 fois plus de fumées que celui à l'oxygène) et Martin (qui doit être chauffé par la combustion d'un gaz) au profit des convertisseurs à oxygène dotés d'une récupération de fumées pour en faire du gaz, a été un progrès significatif. De même, le dépoussiérage des fours électriques est devenu systématique[2].
Notes et références
Voir aussi
Wikiwand in your browser!
Seamless Wikipedia browsing. On steroids.
Every time you click a link to Wikipedia, Wiktionary or Wikiquote in your browser's search results, it will show the modern Wikiwand interface.
Wikiwand extension is a five stars, simple, with minimum permission required to keep your browsing private, safe and transparent.
